2026-06-15
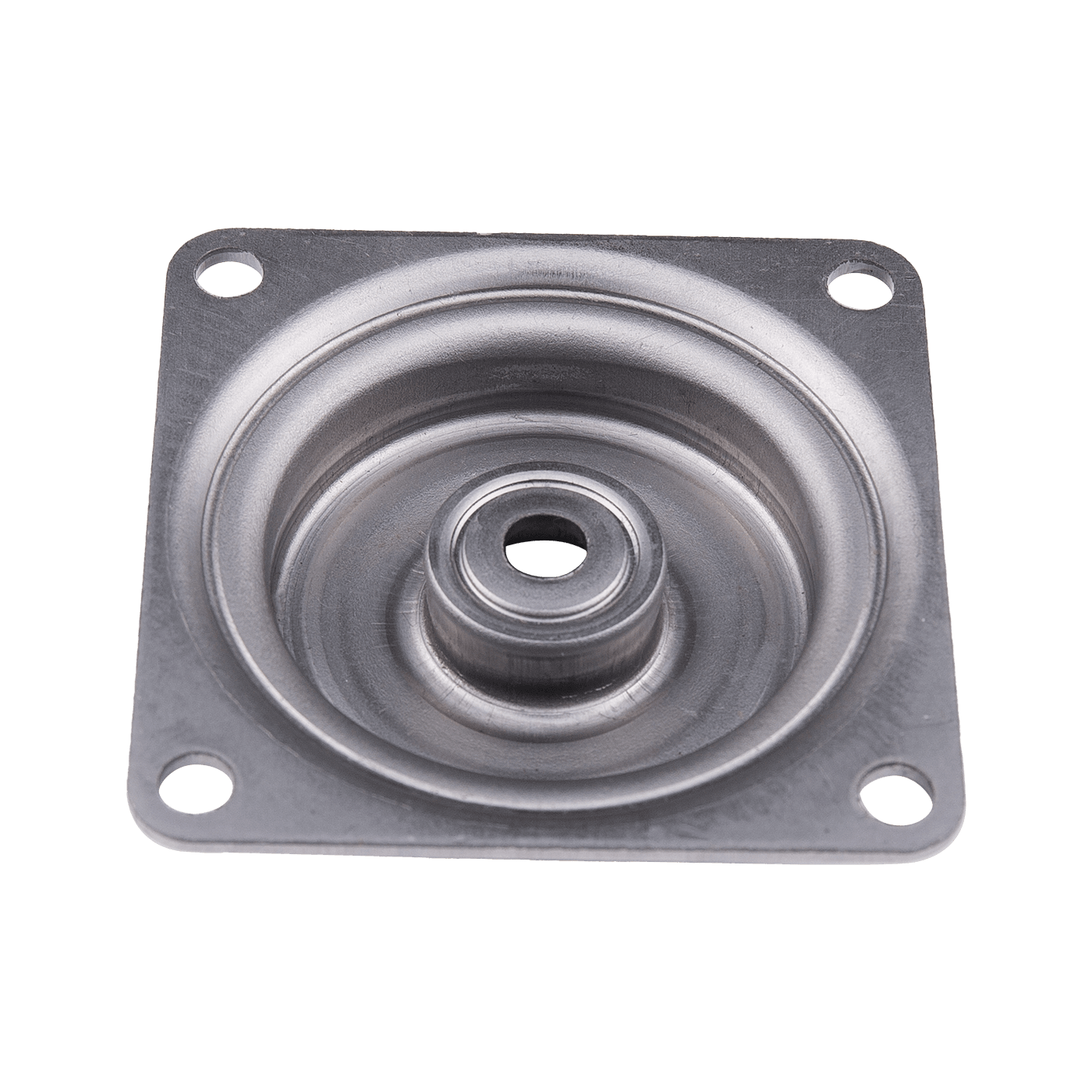
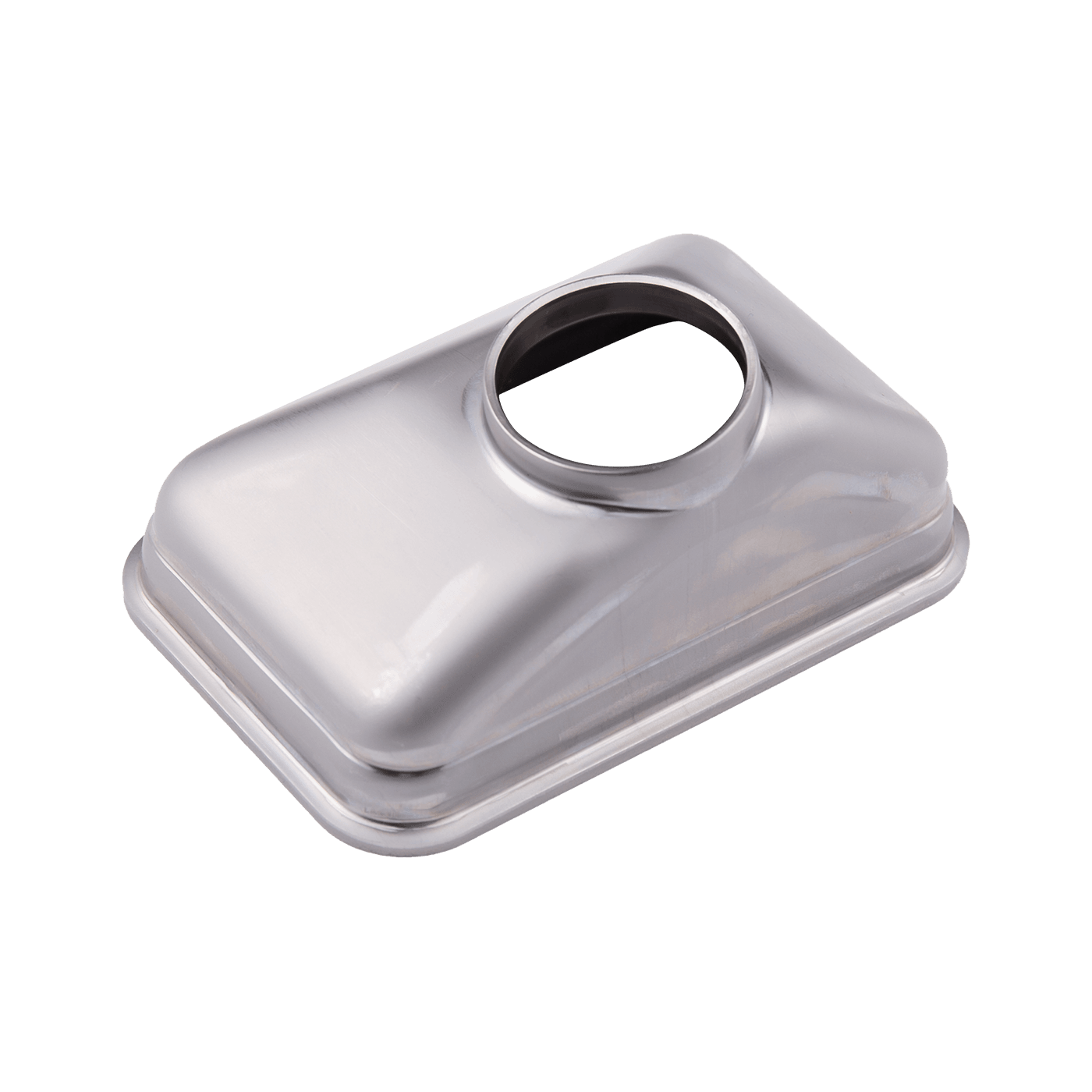
冲压件是通过模具对金属板材施加压力,使其产生分离或塑性变形而形成的零部件,广泛应用于汽车车身、电子外壳、家电结构件及五金制品领域。它能够在高速生产节奏下获得复杂的立体轮廓,被誉为金属成形的“精密轮廓”。
在核心原理与物理逻辑上,冲压件遵循“弹性变形-塑性流动-断裂分离”的力学演化路径。冲裁工序中,凸模与凹模之间的间隙(通常为板材厚度的5%-12%)决定了剪切面光亮带与撕裂带的比例;弯曲工序中,材料内外侧分别承受拉压应力,卸载后必然发生弹性回复——即回弹效应,需通过负角补偿或底部压筋进行控制。拉深工序则需平衡压边力与材料流动性,防止起皱或破裂。冲压件常见缺陷包括:毛刺(间隙过大或刃口磨损)、回弹超差(角度偏移)以及拉裂(局部减薄率超过材料极限)。
在工艺控制与质量检测上,需重点关注三大变量:模具刃口状态(直接影响冲裁断面质量)、压边力参数(调节材料流动阻力)以及润滑条件(减少摩擦热与粘模风险)。日常维护应遵循四项原则:每生产1万次刃磨凸凹模并检测间隙均匀性;每班次清理废料通道防止堆积压伤模具;使用测厚仪抽检关键区域减薄率(不超过原始厚度的25%);对冲弯类零件每批次检测回弹角度并调整模具补偿量。存放时应将模具闭合状态平放,刃口涂抹防锈油。
冲压件的尺寸精度不取决于单次成形力的大小,而在于模具间隙、材料性能与工艺稳定的系统配合。只有将科学设计、精准调模与周期性检测深度融合,这些“精密轮廓”才能在大批量生产线上持续保持合格的一致性。
德尔福设计年产能3亿的生产规模,多年专业从事汽车冲压、机加工和焊接类产品的设计和生产。

中国浙江省湖州市长兴县陆汇路555-2号

0572-6683926

xiuzhen.zhang@deerfu-cn.com
 中文简体
中文简体 英语
英语